


新闻中心
News Center
2020
09-10 11:53
2020
-
09
钇基重 REMg球化剂在风电铸件中的应用
作者:
钇基重 REMg球化剂在风电铸件中的应用
胡玲海 1,董成玉 1,钟伟昌 2,李春红 2,刘光辉 2
(1.一汽铸造有限公司,吉林 长春 130011;2.龙南龙钇重稀土科技股份公司,江西 赣州 341700)
摘要:介绍了 QT400-18AL 的主箱体和 QT450-10 的 3 MW 行星架铸件的要求和铸造工艺,以及生产厚大球铁铸件必须重视的问题,试验结果显示:应用 Y 基重 REMg 球化剂生产大断面风电球铁铸件,具有较强的抗球化衰退能力,铸件的各项力学性能指标完全符合材料要求。分析 Y 基重 REMg 球化剂抗球化衰退的原因为:①重 RE 元素沸点高;②不会发生因返 S 现象而导致的球化衰退;③具有较强的抗石墨畸变能力;④充分利用了 RE 元素间和 Mg、Ba、Ca 之间互为补充的叠加作用及复合作用。
关键词:Y 基重 REMg 球化剂;大断面风电球铁铸件;抗球化衰退能力
中图分类号:TG255 文献标识码:B 文章编号:1003-8345(2012)01-0033-04
DOI:10.3969/j.issn.1003-8345.2012.01.006
Application of Y-Base Heavy Rare Earth-Containing REMgFeSi Nodularizing Alloy to Wind-Power Castings
HU Lin-hai1,Dong Cheng-yu1,ZHONG Wei-chang2,LI Chun-hong2,LIU Guang-hui2
(1.First Automotive Foundry Co. Ltd.,Changchun 130011,China;2.Longnan Longyi Rare-earth Material Co. Ltd.,Ganzhou 341700,China)
Abstract:Technical r equirements,casting process and the main points of the QT400 -18AL grade nodular iron main case
body and the QT450-10 grade nodular iron planet support was introduced. The test result showed that the heavy section windpower nodular iron castings produced by using Y -base heavy RE -Mg nodularizer have relatively strong ability to prevent nodularization degeneration, and all the mechanical properties fully met the material requirements. The reasons why the heavyRE-Mg nodularizing alloy has strong ability to prevent nodularization fading were analyzed as follows:(a)the heavy rare earth elements have high boiling point;(b)it's impossible to occur that the S returning from the slag to the iron melt would cause nodularization degeneration;(c)the heavy RE has relatively high ability to prevent the nodular graphite degeneration;(d)the mutual complementation effect and combination effect of the RE and Mg, Ba, Ca was fully utilized.
Key words:Y-base heavy RE-Mg-Si-Fe nodularzing alloy; heavy section wind power nodular iron castings; anti-nodularizing
degeneration capacity
近年来,一汽铸造有限公司技术中心大件车间应用 Y 基重 REMg 球化剂生产大断面风电球铁铸件,结果显示:该球化剂具有较强的抗球化衰退能力,铸件的各项力学性能指标完全符合材料要求。下面以主箱体和 3 MW 行星架两种铸件来举例说明。
1 铸造产品和工艺
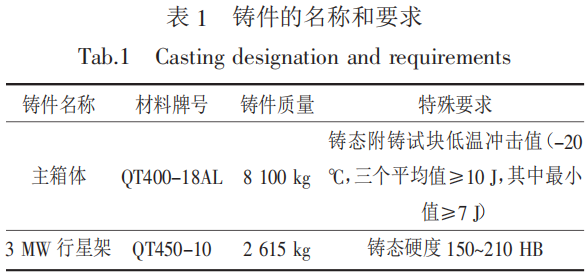
1.1 铸件及其要求
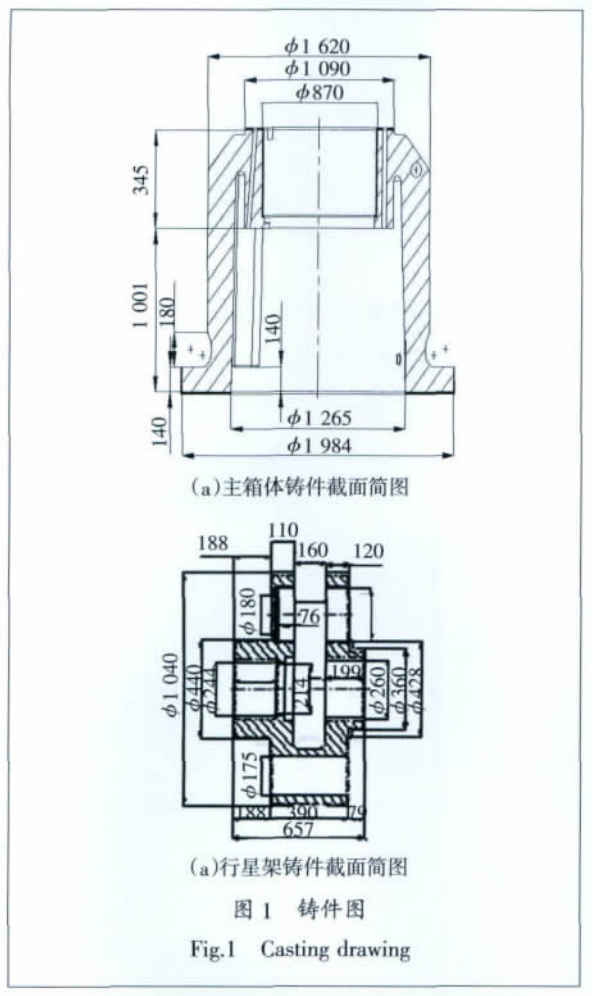
表 1 说明了对主箱体铸件和行星架铸件的要求,铸件轮廓见图 1。
1.2 原铁液化学成分采用中频电炉熔炼,原铁液化学成分见表2。
1.3 球化处理工艺
采用冲入法进行球化处理。 (1)选用龙南龙钇公司 Y 基重 REMg 球化剂DY-4 牌号产品,主要化学成分是:w(Y)2.4%~3.2%,w (Mg)6%~8%,w (Ca)2%~3%,w(Si)43%~45%。 (2)球化处理包包底凹坑内依次加入铁液量1.5%的球化剂、0.4%的含 Ba 高 效 孕 育 剂、0 ~0.4%的75SiFe[根据原铁液 w(Si)量调整]、铁屑覆盖。铁液出炉温度 1 460~1 520 ℃(根据不同件要求的浇注温度选择)。Cu、Mn、Sn 合金量根据各材料要求量在包内或炉内调整。 (3)铁液经球化处理后的终成分如表 3。
1.4 浇注温度和开箱时间
表 4 为浇注温度和开箱时间。

2 结果及分析
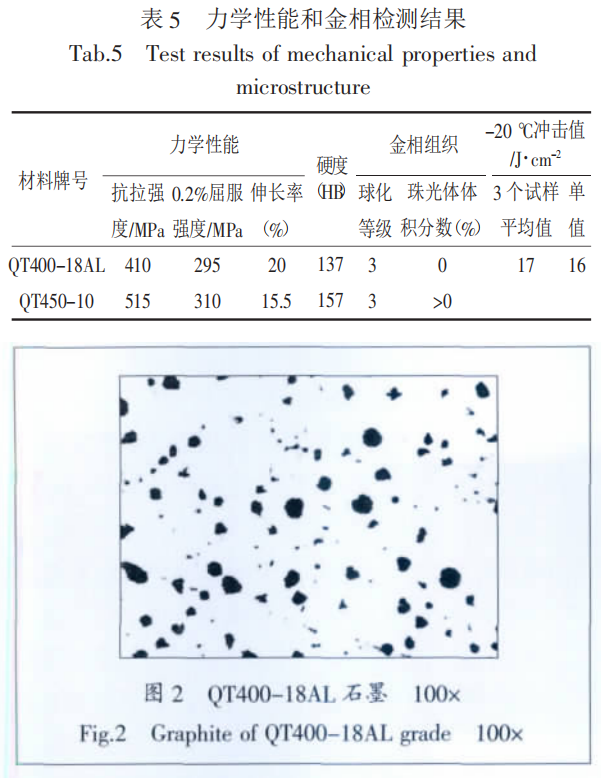
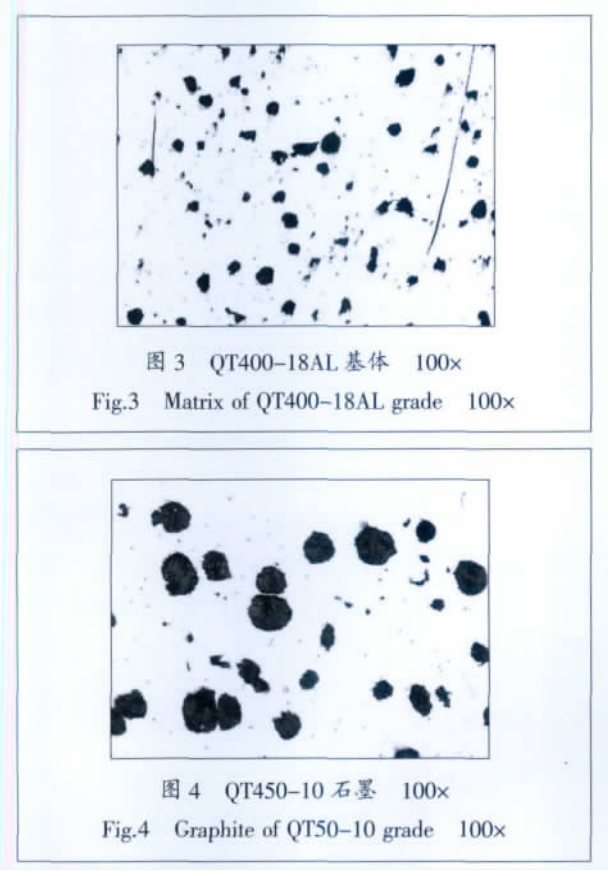
2.1 力学性能和金相检测取铸造产品的附铸试块做力学性能和金相检测,结果见表 5 和图 2~5 所示。
2.2 生产厚大球铁铸件必须特别重视的问题
(1)球化衰退。生产厚大球铁铸件采用呋喃树脂自硬砂造型,其散热条件有限,加上厚大球铁铸件自身热节部位凝固速度很慢、凝固时间长,很容易造成铸件的球化衰退。因此必须保证具有高温纯净的原铁液,并且选用具有强抗球化衰退能力的球化剂。
(2)随流孕育。厚大球铁铸件浇注时的随流孕育很关键,如果孕育不足将会导致石墨球数量减少、球径增大、形态变差、甚至球化衰退。推荐采用挂包孕育斗的随流孕育方式(见图 6),可以方便可靠地保证随流孕育质量。笔者公司采用含Ba 高效孕育剂,粒度 0.2~0.7 mm,孕育量为铁液
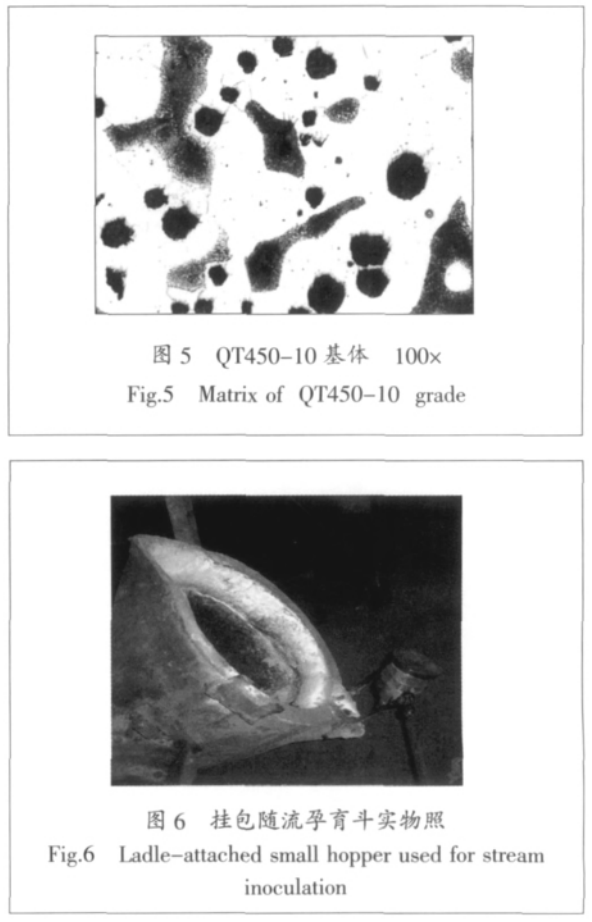
量的 0.1%~0.15%。 (3)化学成分。为保证 QT400-18AL 材料的低温冲击值达标,必须严格控制铁液中 Si、Mn、P、As、V 含量。
2.3 Y 基重 REMg 球化剂抗球化衰退的原因
①Y 基重 REMg 球化剂中的重 RE 元素沸点高(3 038 ℃),比 Ce 基轻 RE 高得多。加入到铁液中产生的蒸气压仅是 0.001 大气压,烧损小。球化反应后 75 min,铁液中重 RE 元素含量才有下降。因此,在 Mg 衰减较快的情况下,由于RE 总量的存在,降低了保证球化所必需的最低w(Mg 残)量,避免了球化衰退。
②用轻 REMg 球化剂处理球铁时,有返 S 现象,这是因为脱 S 产物在铁液表面与空气中的 O作用重新释放出 S,释放出的 S 又回到铁液中夺取球化元素,因而 S 作为运载工具,不断循环消耗铁液中的球化元素,致使球铁球化衰退。重 RE元素和 S 的亲和力很强,且为不可逆反应。因此,使用 Y 基重 REMg 球化剂基本上不会发生因返S 现象而导致球化衰退。
③Y 基重 REMg 球化剂的抗石墨畸变能力强。铁液中有一定的球化元素残留量,石墨才能球化;球化元素不足,容易产生球化不良或球化衰退。但是球化元素都是促进白口增加的元素,过量的球化元素不仅使球铁白口倾向大、组织渗碳体多,还容易产生夹渣、皮下气孔等铸造缺陷,而且严重恶化石墨形态。实际生产中证明,使用轻REMg球化剂生产球铁就常出现这类问题。对厚大断面铸件及电炉保温铁液而言,为防止球化衰退,就必须保持较高的 w(Mg 残)量或 w(RE 残)量,而且由于大型铸件冷却速度慢,球化元素易产生偏析 ,导 致 局 部 或 中 心 部 位 w(RE)、 w(Mg)量增大。这些元素含量的增大,严重恶化石墨形态,产生石墨畸变,同时产生白口倾向。
Y 在铸铁中的固溶度要大于轻 RE 元素,浓度可达到 0.5%。通过电子扫描显微分析,Y 在球铁基体中,与铁形成 Y-Fe 金属键化合物,形成微合金化,不可能吸附在石墨晶体螺旋位错的旋出口处,代替 S、O 的干扰作用。由于 Y 基重 RE 残留量范围比较宽,因而有较多的 RE 含量可供衰减,因此大大提高了其抗球化衰退能力。并且,如果铁液中残留重 RE 量不超过固溶度,则将不造成石墨畸变。
④由于 Y 基重 REMg 球化剂中的 RE 组分除了以重 RE 元素为主(含 Y50%)以外,还包含了其它 RE 元素,同时由于配加了 Mg、Ca、Ba、Si等,并充分利用了 RE 元素间和 Mg、Ba、Ca 之间互为补充的叠加作用及复合作用,使得 Y 基重REMg 球化剂的球化能力强、球化质量高,而且反应平稳。
曾有一段时间,由于熔炼设备生产能力不足,用户又急待供件,不得已只能在相距 500 m以外的另一铸造厂熔炼车间求援铁液,球化处理后经 30 min 运回进行厚大球铁铸件浇注,结果铸件完成达到要求,满足了用户需求, 获得了使用其它球化剂难以想像的效果。
3 结语Y 基重REMg 球化剂应用于大断面风电球铁铸件生产,具有较强的抗球化衰退能力,铸件的各项力学性能指标完全符合材料要求。
(编辑:王 峰,E-mail:xdzt_wf@fawfc.com;编审:周 亘,E-mail:zhougen_embx@163.com)
【LY资讯】盛会亮相|龙钇受邀出席2026轧辊年会,共探铸锻智造降本新路径
2026-04-24
2026-04-24
【LY资讯】龙钇受邀亮相2026河南省铸锻工业年会,共话行业创新发展
2026-04-21
【LY党建】龙钇重稀土党支部顺利换届 选举产生新一届支部委员
2026-04-21
【LY资讯】金融赋能稀土产业|江西日报记者采访龙钇,聚焦龙南农商行金融助企实践
2026-04-19
【LY资讯】政校企协同创新 产学研深度融合——哈工大专家莅临我司参观调研
2026-04-18
联系我们
公司地址:中国·赣州·龙南经济技术开发区富康工业园
营销和客服中心地址:中国·赣州·蓉江新区高坪
网址:www.jxlong.com

公众号
抖音号






