


新闻中心
News Center
2020
09-10 10:47
2020
-
09
钇基重稀土镁球化包芯线的应用
作者:
钇基重稀土镁球化包芯线的应用
胡玲海 1,董成玉 1,杨宇鹏 2,刘燕平 2
(1.一汽铸造有限公司,吉林 长春 130011;2.龙南龙钇重稀土科技股份有限公司,江西 赣州 341700)
摘要:详细介绍了喂线处理工艺和包芯线的规格,采用钇基重稀土镁球化包芯线生产汽车加重桥壳球铁铸件和风电铸件,试验结果表明:
(1)钇基重稀土高镁球化包芯线应用于大断面球墨铸铁件生产,具有较强的抗球化衰退能力,能保证材料的质量要求;
(2)喂线法球化处理工艺是保证球铁材料质量、改善作业环境的良好工艺。
关键词:钇基重稀土镁球化包芯线;喂线球化处理工艺;抗球化衰退能力
中图分类号:TG255 文献标识码:B 文章编号:1003-8345(2011)05-0052-03
DOI:10.3969/j.issn.1003-8345.2011.05.009
Application of Y-Base Heavy RE-Mg Nodularizing Alloy-Cored Wire
HU Ling-hai1,DONG Cheng-yu1,YANG Yu-peng2,LIU Yan-ping2 (1.First Automotive Foundry Co. Ltd.,Changchun 130011,China;2.Longnan Longyi Rare-earth Material Co. Ltd.,Ganzhou
341700,China)
Abstract: A detailed introduction was given to the cored wire injection nodularizing process and the specifications of thecored wire. The Y-base heavy rare earth-containing RE-Mg-Si-Fe nodularizing alloy was used to produce heavy automotive bridge housing and wind power nodular iron castings. The test results showed:(1)when being used for production of heavy section nodular iron castings, the Y -base heavy RE -Mg -Si -Fe nodularizing alloy has relatively strong anti -nodularizing degeneration capacity so it could ensure the casting material quality requirement;(2)Cored wire injection nodularizing process is a excellent process which could ensure the nodular iron casting quality.Keywords: Y -base heavy RE -Mg -Si -Fe nodularizing alloy -cored wire; cored wire injection nodularizing process; anti -nodularizing degeneration capacity
一汽铸造有限公司应用喂线球化处理工艺,采用钇基重稀土高镁球化包芯线,生产汽车加重桥壳球铁铸件和风电球铁铸件的实践证明:该球化剂具有较强的抗球化衰退能力,铸件的各项力学性能指标完全符合材料要求。
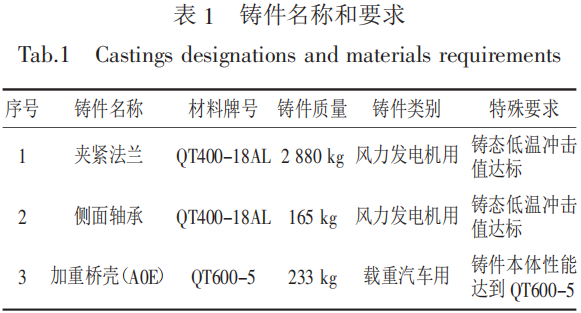
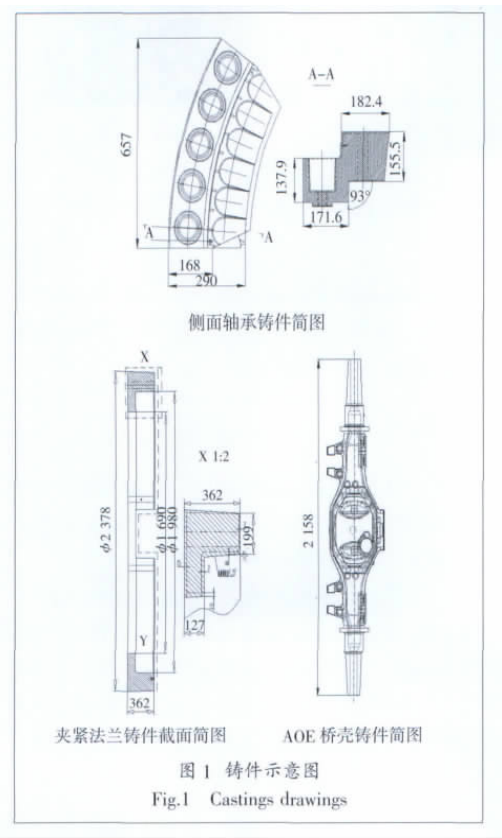
1、 铸件及其要求
铸件的名称及要求见表 1,铸件形状及轮廓见图 1。
表 1 铸件名称和要求
喂线球化工艺是通过喂线机将含有合金元素的包芯线连续不断地插入到处理包底部、经过高温铁液的作用,芯皮被熔化,芯料(合金元素)随即与铁液接触,发生球化反应的过程。根据相关资料介绍,并经一汽铸造有限公司一铸厂、二铸厂喂线球化处理工艺的实践证实,
该工艺具有如下优点:
(1)与冲入法球化处理工艺比较,可以降低球化处理成本;
(2)便于集中处理烟尘,改善劳动环境,并减轻工人的劳动强度;
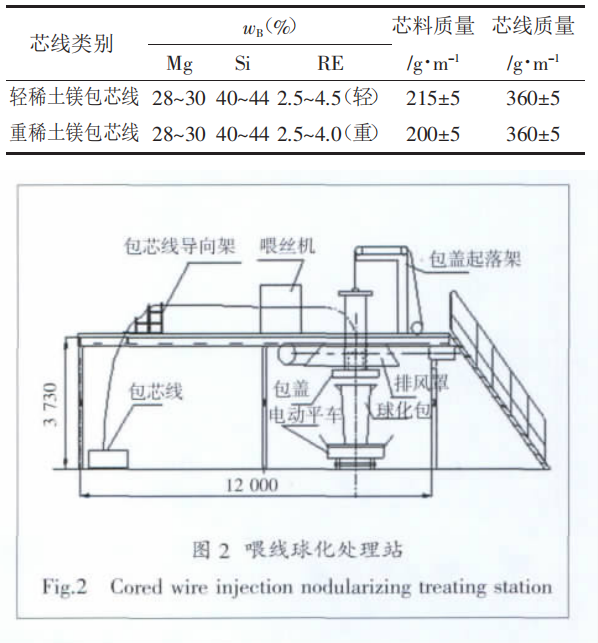
(3)操作简单,易于控制,易实现自动化管理,更易避免操作误差,稳定球化质量。喂线球化处理站如图 2 所示。
3、 包芯线包芯线的化学成分和规格如表 2。
Tab.2 Chemical composition and specification of the cored
wires
(1)原铁液化学成分:w(C)3.75%~3.85%, w(Si)1.5% ~1.7%,w(Mn) 0.3% ~0.5%,w(P)≤0.05%,w(S)≤0.03%。
(3)喂线方式:采用双线喂线机,一侧装重稀土芯线,另一侧装轻稀土芯线,双侧同时喂线。
(4)喂线长度设定(含处理后退回的 2 m):① 侧面轴承(1 700 kg/包),双侧均设定 29 m;②夹紧法兰(3 400 kg/包),双侧均设定 58 m;③ 桥壳(1 400 kg/包),双侧均设定 25 m。
(5)铁液出炉时的处理:铁液出炉时,包内冲入铁液量 0.4%的含 Ba 高效孕育剂和 0.4%的75SiFe,在 炉 内 或 包 内 调 整 w(Cu)、w(Mn)和w(Sn)量。 表 3 为铁液球化处理后的目标成分。
5、 喂线球化处理效果
表 4 为铸件附铸试块(厚度 70 mm) 性能抽检结果,图 3、图 4、图 5 分别为侧面轴承、夹紧法

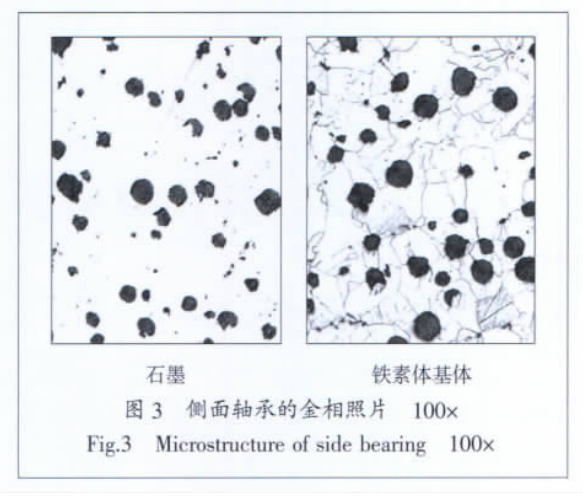
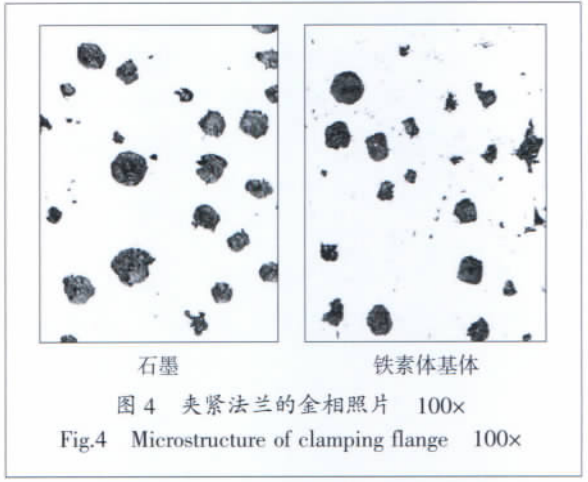
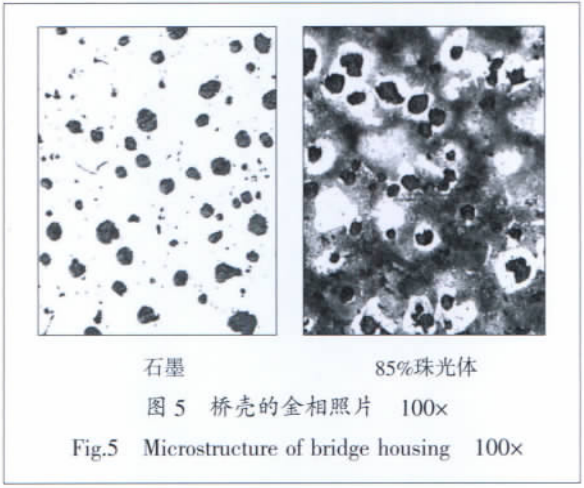
兰、桥壳的金相照片,其球化率为 3 级,球径大小为 6 级。结果表明:所有球铁铸件的材料质量都能符合用户需求标准。
6、 结论
(1)钇基重稀土高镁球化包芯线应用于大断面球墨铸铁件生产,具有较强的抗球化衰退能力,保证了铸件材料的质量需求;
(2)喂线法球化处理工艺是保证球铁铸件材料质量、改善作业环境的良好工艺,值得推广应用。
(编辑:王 峰,E-mail:xdzt_wf@fawfc.com)编审:周 亘,E-mail:zhougen_embx@163.com)
2026-04-24
【LY资讯】盛会亮相|龙钇受邀出席2026轧辊年会,共探铸锻智造降本新路径
2026-04-24
【LY党建】龙钇重稀土党支部顺利换届 选举产生新一届支部委员
2026-04-21
【LY资讯】龙钇受邀亮相2026河南省铸锻工业年会,共话行业创新发展
2026-04-21
【LY资讯】金融赋能稀土产业|江西日报记者采访龙钇,聚焦龙南农商行金融助企实践
2026-04-19
【LY资讯】政校企协同创新 产学研深度融合——哈工大专家莅临我司参观调研
2026-04-18
联系我们
公司地址:中国·赣州·龙南经济技术开发区富康工业园
营销和客服中心地址:中国·赣州·蓉江新区高坪
网址:www.jxlong.com

公众号
抖音号






