


新闻中心
News Center
2020
09-10 13:55
2020
-
09
新型喂线球化站的开发与应用
作者:
新型喂线球化站的开发与应用
廖志金,朱福生,杨 清,钟伟昌
(龙南龙钇重稀土科技股份有限公司,江西赣州 341700)
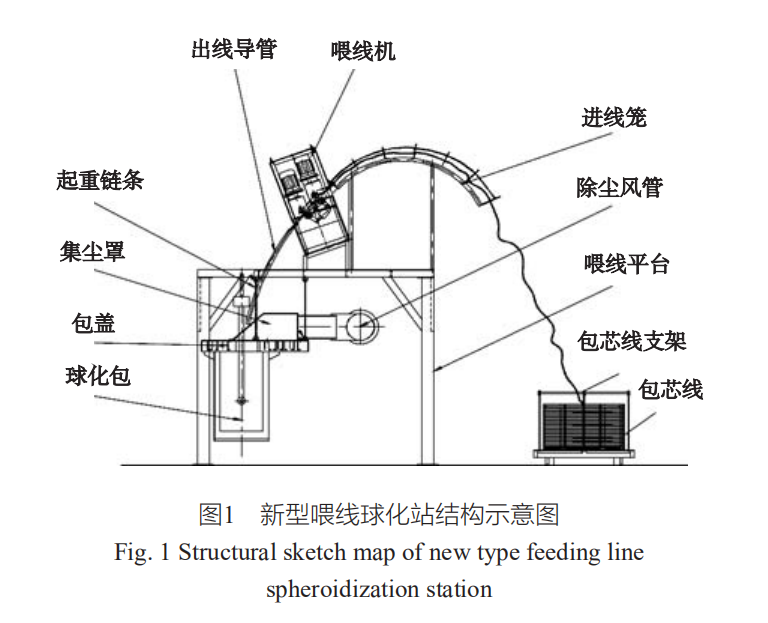
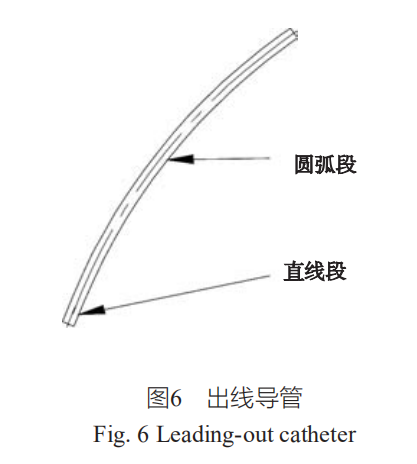
摘要:开发的新型喂线球化站是由包芯线及包芯线架、进线笼、喂线机、出线导管、喂线平台、环保包盖及其控制系统组成。通过精心设计与制作的喂线球化站,能有效实现包芯线的传送与喂线,使得整个喂线过程更顺畅;作业现场安装喂线平台方便,操作性高且工艺适用性好;通过环保包盖与除尘器系统的联合使用,可有效排除球化时产生的烟尘,提升环保效率。
关键词:新型喂线球化站;包芯线;喂线平台;环保包盖;除尘系统
国外在1975年将钢包喂线技术投入应用,我国是在20世纪90年代研发成功喂线技术并纳入精炼工艺。喂线技术是将各种冶炼用添加剂(脱氧剂、脱硫剂、变质剂、合金等)破碎成一定粒度的颗粒(通常为2 mm以下),用冷轧低碳钢带将其包复成包芯线,借助喂线机将预定长度的包芯线以一定的速度穿过渣层,随着包芯线外层钢带不断熔化,被其包裹的添加剂迅速熔化后进入钢液[1]。由于所加入的冶炼用添加剂与金属液之间的反应是在熔液内部进行,因而可以避免合金元素被空气和熔渣氧化烧损;又由于这一反应是在具有一定静压头的熔液深处进行,因而能使添加剂或其蒸气与被处理金属之间有较大的接触面积和较长的反应时间,所以金属液内部的各种反应进行得更加充分。与其他精炼处理方法相比,喂线技术具有如下一些
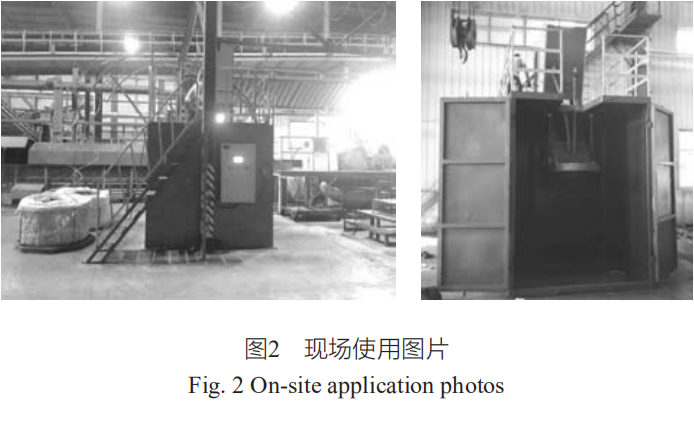
优点:①合金收得率高,添加剂用量少;②加入合金量精确,结果重现性好;③容易实现处理作业的机械化或自动化[2];④从环境改善角度,采用喂线技术处理铁液时,产生的烟气量比采用老工艺要少,这对改善工作环境是有利的[3];⑤从劳动强度角度,使用喂线法,可减少工人领、称添加剂的劳动强度[4]。 1 喂线球化站喂线球化站主要由包芯线及包芯线架、进线笼、喂线机、出线导管、喂线平台、包盖部分及其控制系统组成(见图1),其现场使用情况见图2。 2 各组成部分设计制作及功能
2.1 包芯线及包芯线架
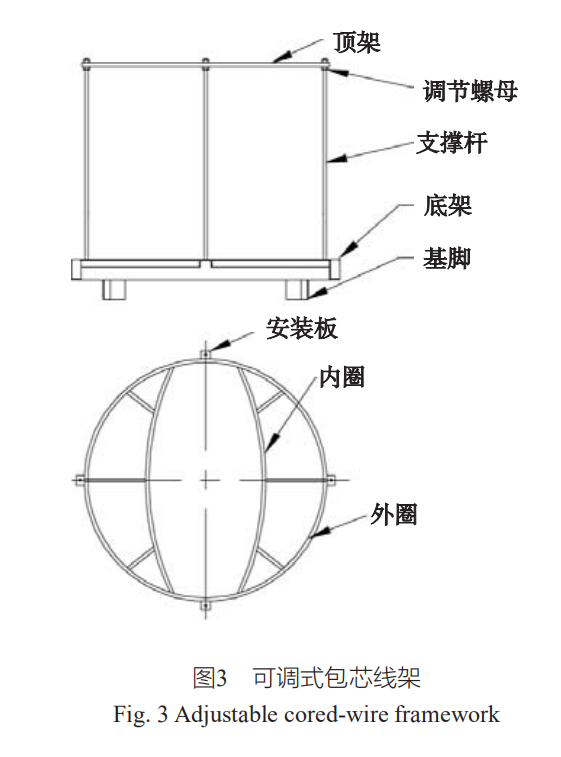
包芯线使用时,主要的抽线方式是从内圈起,因此拆开外包装后,为防止包芯线松散和抽线时包芯线折断、混乱、抽出多圈的情形发生,需将包芯线放置在包芯线架子内,并设置好包芯线架。如图3所示,主要由弧形顶架,多个支撑杆,调节螺母,底架边框和基脚构成。底架的作用是起支撑和运输时叉运,支撑杆的作用是防止包芯线松散和支撑顶架,顶架的内圈呈圆弧状分布、且短轴比包芯线内圈小、长轴不小于包芯线的外圈,抽出包芯线时,包芯线沿出线孔滑动,不会折断包芯线,且进线顺畅。
2.2 进线笼
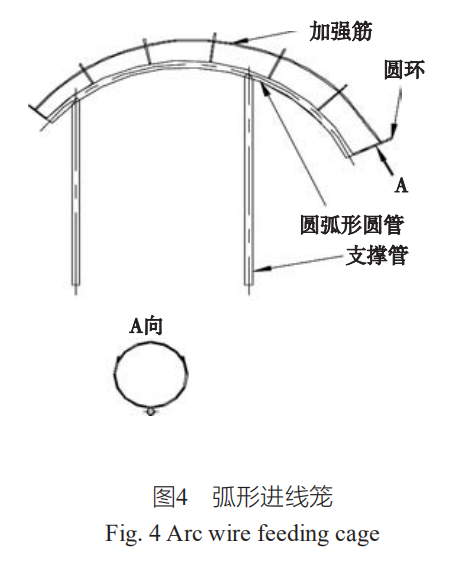
进线笼主要作用是将各包芯线分隔开、导入喂线机内、将弯曲状的包芯线理直,并防止折断。如图4所示,进线笼由圆弧形圆管、 圆环、加强筋、支撑杆、多个直径递减的圆环组成, 使用时包芯线从直径大的一端进入,从直径小的一端 出来,顺畅地进入喂线机。根据生产实际,弧形圆管 半径r介于760~1 200 mm之间,生产使用中最为方便。 若r小于700 mm,包芯线拆线易损伤;r大于1 200 mm,比较占位置且穿线不方便。
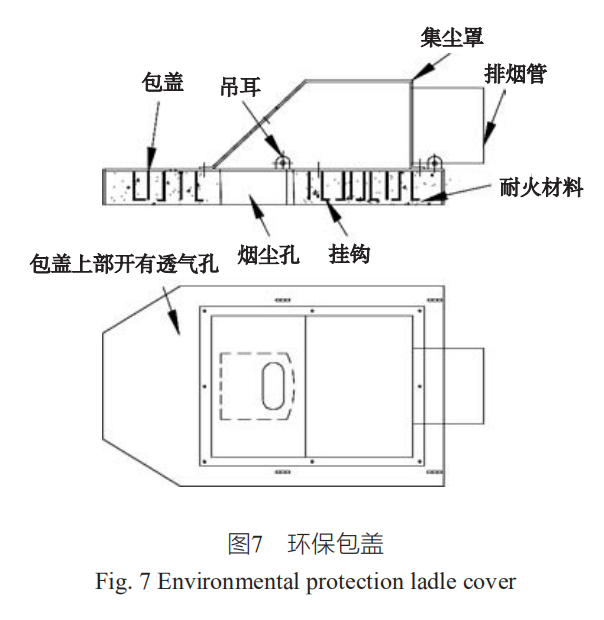
由于球化反应时产生废气烟尘,为了满足国家对环保的要求以及改善工人作业环境,设计了环保包盖,由包盖、箱式烟尘收集罩、排烟管组成,均采用钢板焊接而成。包盖下面用耐火材料打筑而成,且中间有通烟尘的孔;包盖上部开有透气孔,便于耐火材料里的水分排出,避免耐火材料开裂(见图7)。环保包盖通过索链悬挂在喂线平台下方,排烟管一端安装在箱式烟尘收集罩上,且排烟管的安装方向可以根据现场进行调整;另一端套主除尘风管内,因此可作一定幅度的摆动,从而当球化包进入喂线站时,若与环保包盖发生碰撞,可起到缓冲的作用。喂线时,球化包与环保包盖紧密闭合,喂线时所产生的烟尘能有效地收集,且收集烟尘的能耗小。
3 除尘系统
3.1 除尘器的选择
喂线球化处理时,会产生大量的烟尘,它的主要成分是氧化镁、氧化铁、氧化硅,其分散度大(粒径既有大于10 μm的,也有数微米以下的),温度高。为防止二次污染,采用旋风除尘器组合布袋除尘器的方式进行干式处理,采用旋风除尘器进行一级除尘,将大颗粒的粉尘除下来,然后再进布袋除尘器处理粒径为数微米以下的粉尘。布袋除尘器的布袋需采用耐 高温覆膜布袋。

[1] 徐鹿鸣. 包芯线技术及其在冶金工业中的应用 [J]. 铁合金,2008(1):30-33.
[2] 谭枫,王利民. 包线机和喂线机常见故障及解决方法 [J]. 黑龙江冶金,2015,35(2):42-44.
[3] 张军,解戈奇,权国英,等. 喂丝球化工艺在球墨铸铁生产线上的应用 [J]. 铸造,2019,68(2):128-131.
[4] 吴荷生,吴玉彬,孟少良. 用高镁合金包芯线生产球墨铸铁 [J]. 铸造,1999(8):33-34.
[5] 廖志金,杨清,温志华,等. 一种错层式包芯线加入装置:ZL201610020878.0 [P]. 2016-08-31.
[6] 廖志金,朱福生,杨清,等. 单电机驱动双流包芯线加入装置:ZL201620031728.5 [P]. 2016-05-25.
[7] 王顺序,武炳焕,陈胜华. 喂丝球化处理工艺在球铁铸造生产线上的开发应用 [J]. 铸造,2010,59(11):84-88.
[8] 王琨. 吸尘罩设计中的几个问题 [J]. 水泥,1997(11):21-23.
2026-04-24
【LY资讯】盛会亮相|龙钇受邀出席2026轧辊年会,共探铸锻智造降本新路径
2026-04-24
【LY党建】龙钇重稀土党支部顺利换届 选举产生新一届支部委员
2026-04-21
【LY资讯】龙钇受邀亮相2026河南省铸锻工业年会,共话行业创新发展
2026-04-21
【LY资讯】金融赋能稀土产业|江西日报记者采访龙钇,聚焦龙南农商行金融助企实践
2026-04-19
【LY资讯】政校企协同创新 产学研深度融合——哈工大专家莅临我司参观调研
2026-04-18
联系我们
公司地址:中国·赣州·龙南经济技术开发区富康工业园
营销和客服中心地址:中国·赣州·蓉江新区高坪
网址:www.jxlong.com

公众号
抖音号






